
Formulation and Delivery - Chemical
Category: Late Breaking Poster Abstract
Kuntal Parikh, M.S. (he/him/his)
Patheon, part of Thermo Fisher Scientific
Brampton, Ontario, Canada
Kuntal Parikh, M.S. (he/him/his)
Patheon, part of Thermo Fisher Scientific
Brampton, Ontario, Canada
Marwa Abdalla, M.Sc. (she/her/hers)
Patheon, part of Thermo Fisher Scientific
Mississuga, Ontario, Canada
Lalji Kathiria
Patheon, part of Thermo Fisher Scientific
Mississauga, Ontario, Canada
Milan Babu
Patheon, part of Thermo Fisher Scientific
Mississauga, Ontario, Canada
Rupninder Sandhu
Patheon, part of Thermo Fisher Scientific
Mississauga, Ontario, Canada
Barry Gujral
Patheon, part of Thermo Fisher Scientific
Mississauga, Ontario, Canada
.jpg) Table 1: Summary of input and output factors
Table 1: Summary of input and output factors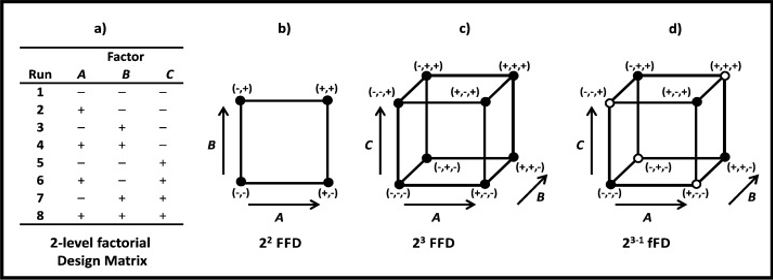 Figure 1: 2-level factorial design matrix
Figure 1: 2-level factorial design matrix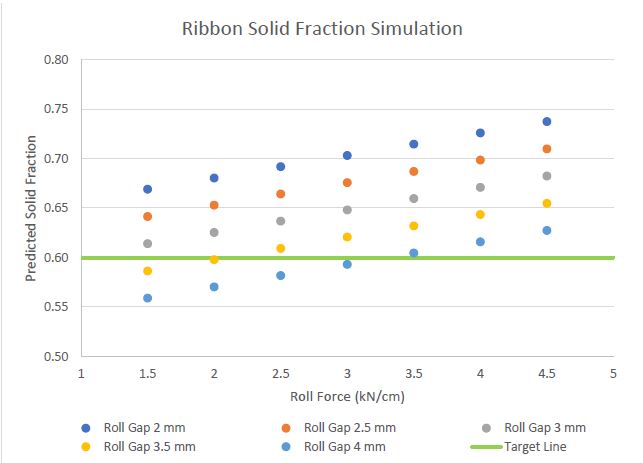 Figure 2: Predicted ribbon solid fraction from model simulation
Figure 2: Predicted ribbon solid fraction from model simulation