
Formulation and Delivery - Chemical
Category: Late Breaking Poster Abstract
Jason Vogt, B.S.
Alcami Corporation
Wilmington, North Carolina, United States
Jason Vogt, B.S.
Alcami Corporation
Wilmington, North Carolina, United States
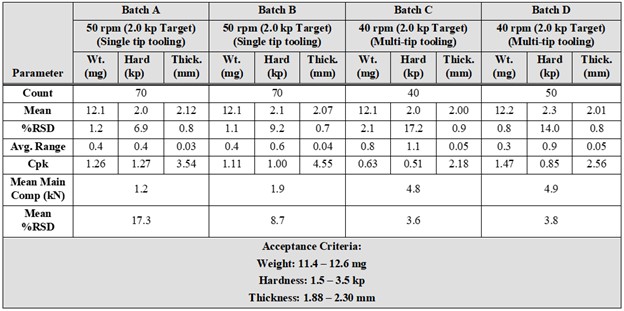 Table 1: In process Compression Data and Process Capability Analysis for Minitablets
Table 1: In process Compression Data and Process Capability Analysis for Minitablets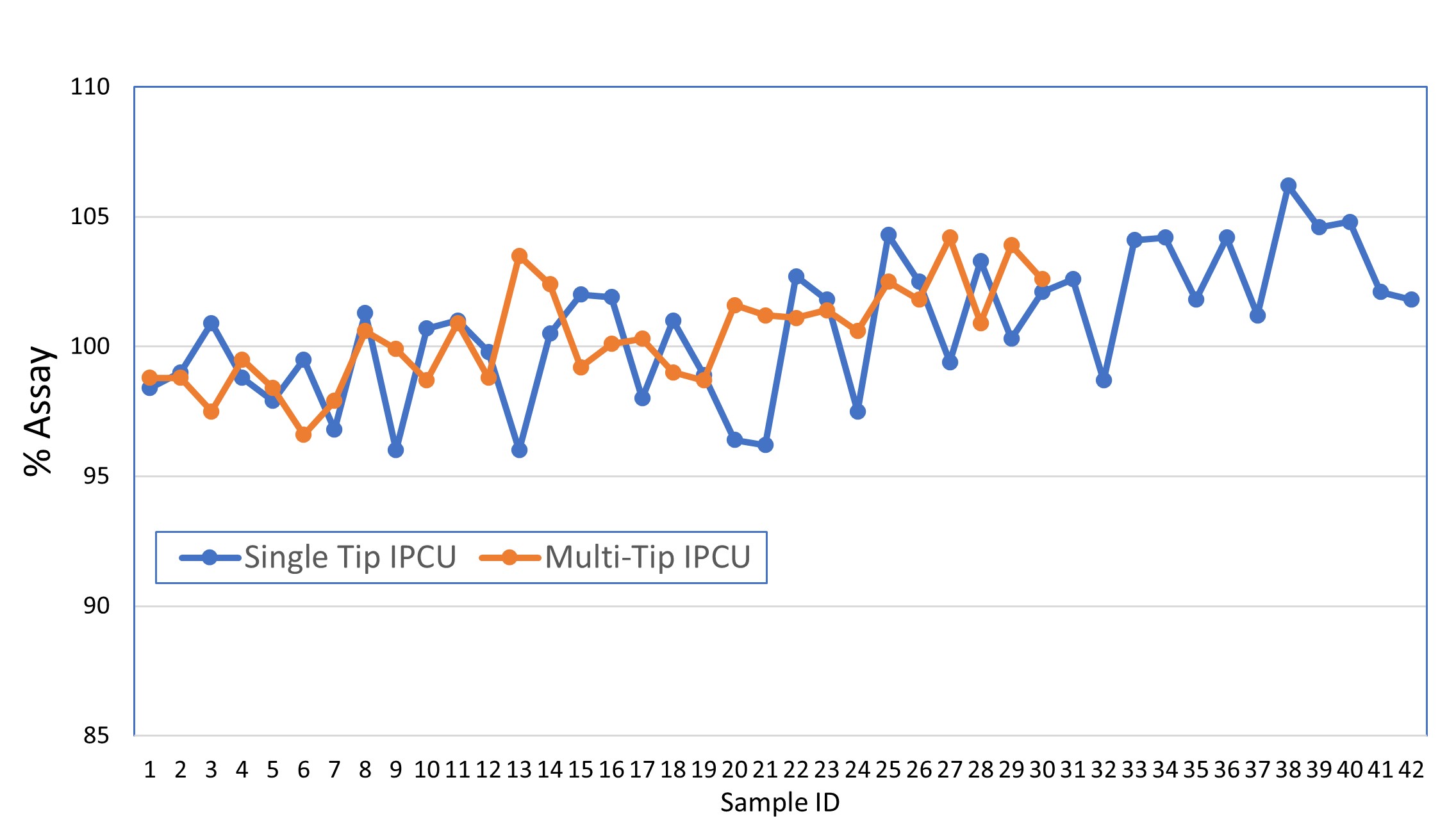 Figure 1: Comparison of in-process content uniformity for minitablets: Single tip vs Multi-tip tooling
Figure 1: Comparison of in-process content uniformity for minitablets: Single tip vs Multi-tip tooling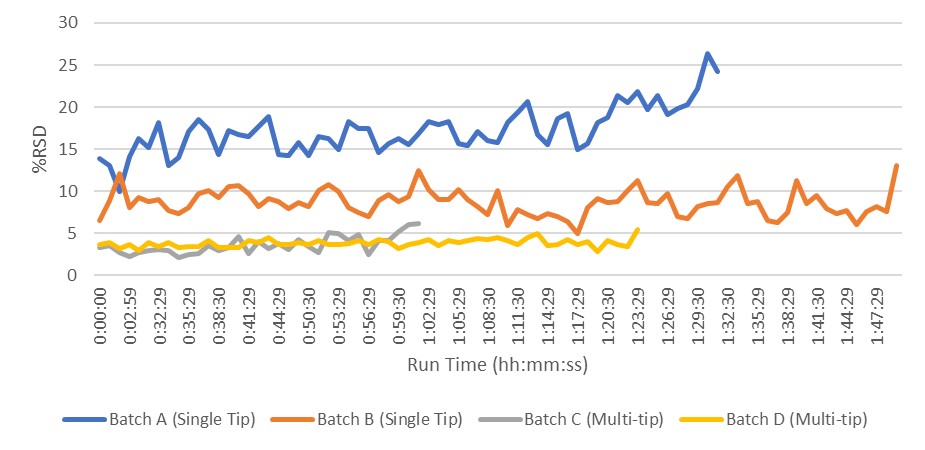 Figure 2: Compression Force %RSD comparison for single tip vs multi-tip batches
Figure 2: Compression Force %RSD comparison for single tip vs multi-tip batches