
Formulation and Delivery - Chemical
Category: Late Breaking Poster Abstract
Robert Sciscento, M.S.
Alcami Corporation
wilmington, North Carolina, United States
Saujanya Gosangari, Ph.D.
Alcami Corporation
wilmington, North Carolina, United States
.jpg) Figure 1. Flowability Comparisons of 18 QbD Runs
Figure 1. Flowability Comparisons of 18 QbD Runs 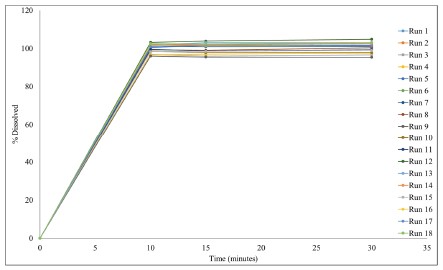 Figure 2. Dissolution Profile Comparisons for the 18 DOE runs
Figure 2. Dissolution Profile Comparisons for the 18 DOE runs 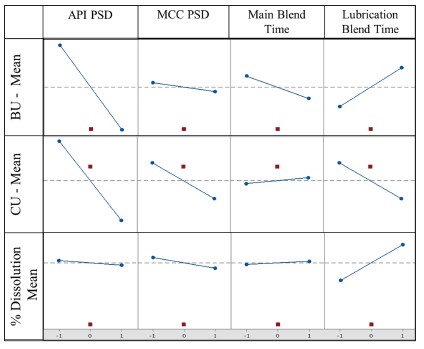 Figure 3. Comparison of Main effects of BU-Mean, CU-Mean and % Dissolution Mean
Figure 3. Comparison of Main effects of BU-Mean, CU-Mean and % Dissolution Mean