
Manufacturing and Analytical Characterization - Chemical
Category: Late Breaking Poster Abstract
Colton Bower, M.S. (he/him/his)
Merck & Co., Inc.
West Point, Pennsylvania, United States
Colton Bower, M.S. (he/him/his)
Merck & Co., Inc.
West Point, Pennsylvania, United States
Seth Forster, Ph.D. (he/him/his)
Merck & Co., Inc.
West Point, Pennsylvania, United States
Erin Dippold, MEM (she/her/hers)
Merck & Co., Inc.
Rahway, New Jersey, United States
Hailey Williams, B.S. (she/her/hers)
Merck & Co., Inc.
Rahway, New Jersey, United States
Peter Brush, B.S. (he/him/his)
Merck & Co., Inc.
West Point, Pennsylvania, United States
Abbe Haser, Ph.D. (she/her/hers)
Organon & Co., Inc.
Jersey City, New Jersey, United States
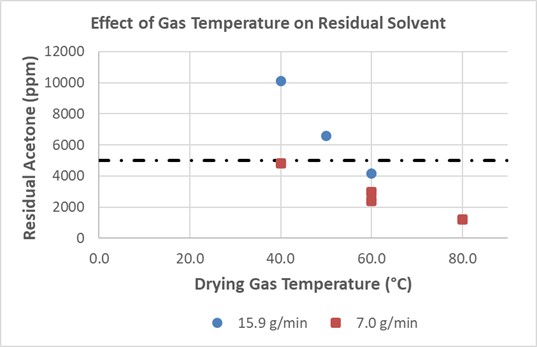 Figure 1. Effect of QbCon®1 operating parameters on residual solvent levels in the SDI product. Target acceptance criteria can be achieved by tuning equipment operation, demonstrating viability of establishing a robust control strategy.
Figure 1. Effect of QbCon®1 operating parameters on residual solvent levels in the SDI product. Target acceptance criteria can be achieved by tuning equipment operation, demonstrating viability of establishing a robust control strategy. 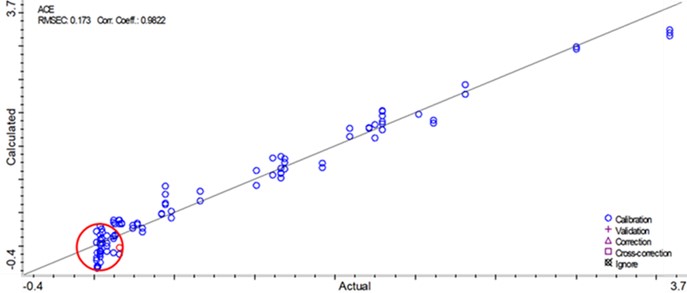 Figure 2. NIR model predictions for residual solvent compared to residual solvent levels measured by headspace gas chromatography. Good model fit and linearity were demonstrated for residual solvent levels greater than approximately 0.1%w/w.
Figure 2. NIR model predictions for residual solvent compared to residual solvent levels measured by headspace gas chromatography. Good model fit and linearity were demonstrated for residual solvent levels greater than approximately 0.1%w/w.