
Manufacturing and Analytical Characterization - Biomolecular
Category: Poster Abstract

Elizabeth Bentley, BS
PhD Candidate
University of Pittsburgh
Pittsburgh, Pennsylvania, United States
Elizabeth Bentley, BS
PhD Candidate
University of Pittsburgh
Pittsburgh, Pennsylvania, United States
Stephen Balmert, Ph.D.
University of Pittsburgh
Pittsburgh, Pennsylvania, United States
Michael Pezzillo
University of Pittsburgh
Pittsburgh, Pennsylvania, United States
Stacia Subick
University of Pittsburgh
Pittsburgh, Pennsylvania, United States
Steven Little, Ph.D.
University of Pittsburgh
Pittsburgh, Pennsylvania, United States
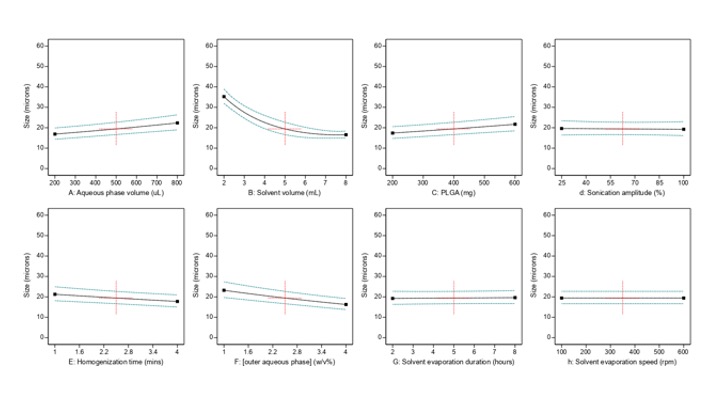 Figure 1. Impact of increasing/decreasing manufacturing variables on microparticle size. Aqueous phase volume, solvent volume, amount of PLGA, homogenization time and concentration of the outer aqueous phase were found to have a significant impact on blank double emulsion microparticle size (p < 0.5).
Figure 1. Impact of increasing/decreasing manufacturing variables on microparticle size. Aqueous phase volume, solvent volume, amount of PLGA, homogenization time and concentration of the outer aqueous phase were found to have a significant impact on blank double emulsion microparticle size (p < 0.5).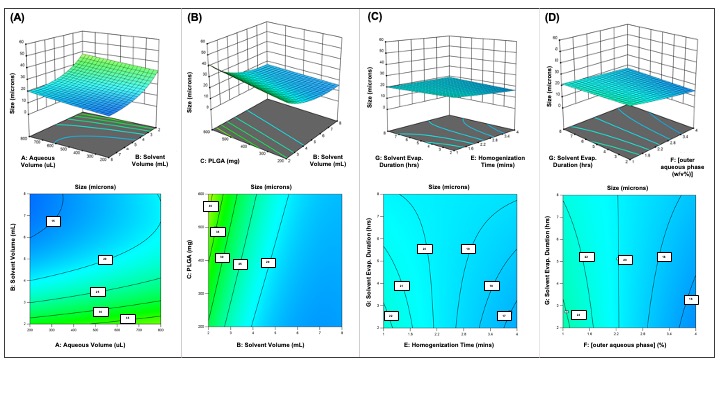 Figure 2. Factor Effects. Impact of increasing/decreasing manufacturing variables on microparticle size. 3D surface and contour plots for the interactions of (A) aqueous phase volume (uL) and solvent volume (mL), (B) solvent volume (mL) and the amount of PLGA used (mg), (C) homogenization time (mins) and solvent evaporation duration (hrs) and (D) [outer aqueous phase (w/v%)] and solvent evaporation duration (hrs). These interaction effects were found to be significant (p < 0.5),
Figure 2. Factor Effects. Impact of increasing/decreasing manufacturing variables on microparticle size. 3D surface and contour plots for the interactions of (A) aqueous phase volume (uL) and solvent volume (mL), (B) solvent volume (mL) and the amount of PLGA used (mg), (C) homogenization time (mins) and solvent evaporation duration (hrs) and (D) [outer aqueous phase (w/v%)] and solvent evaporation duration (hrs). These interaction effects were found to be significant (p < 0.5),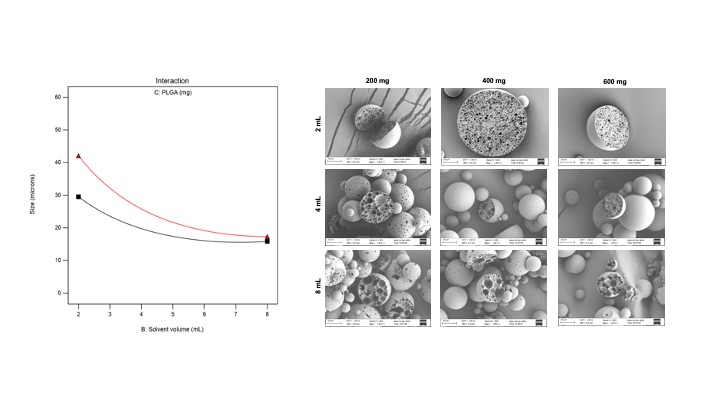 Figure 3. Increasing solvent volume and PLGA amount alters microparticle size, inner occlusion size, and overall microparticle density. (A) Interaction plot generated by Design-Expert demonstrates decreasing microparticle size with increasing solvent volume regardless of PLGA amount. At lower solvent volumes, amount of PLGA has a significant impact on microparticle size. (B) Scanning electron microscopy (SEM) images of rhCCL22-MPs depict increased inner occlusion size with increased solvent volume, and increased density with increased PLGA amount.
Figure 3. Increasing solvent volume and PLGA amount alters microparticle size, inner occlusion size, and overall microparticle density. (A) Interaction plot generated by Design-Expert demonstrates decreasing microparticle size with increasing solvent volume regardless of PLGA amount. At lower solvent volumes, amount of PLGA has a significant impact on microparticle size. (B) Scanning electron microscopy (SEM) images of rhCCL22-MPs depict increased inner occlusion size with increased solvent volume, and increased density with increased PLGA amount.